
 分享好友
分享好友能想像一个行业已经保持连续35年的增长吗?只有一些少数行业能做到,屈指可数。根据以往的Rad Tech International的统计数据,北美市场上UV/EB产品增长每年都超过了7%。
推动这种增长的动力不仅仅是由于“绿色”技术和生产效率提高的要求,而且是由于原材料供应商已能提供更多新型原材料。这些新型材料使配方设计者制备出的UV涂料,物理性能提高并得到更好的产品性能,从而进一步拓宽了使用范围。
两个因素是推动UV固化涂料增长的主要动力。
·环境-由于固含量最高可达100%,UV涂料可以减少或消除VOCs和HAPs。
·全球化-全球化生产的特点要求缩短固化时间、可自动操作、缩短订货到交货时间、减少废料、废弃物及其再利用和实现即时供货。
这些因素结合起来为这一行业创造了更多的机会。现在已经是展望前景和充分利用这一机遇的大好时机了。
涂料组成
涂料通常是液体,含树脂(或聚合物)、溶剂(或水)、助剂和可添加的颜料。为简化起见,比较分析时不列入粉末涂料和电泳涂料。
树脂
树脂可以看做是“成膜物”,将各种成分结合成连续的体系,干燥后形成涂膜。对较高相对分子质量的合成树脂一般更多的以聚合物表示。聚合物通常是高黏稠的,要加入溶剂(或水),使其可以与其他成分混合并使涂料具有可喷涂性。
术语“基料”有时可以和树脂替换使用,但准确的说,基料是指涂料中液体介质中的不挥发部分。它将颜料粒子和其他助剂结合起来,使涂膜作为一个整体材料加以应用。
基料提供了:
·对底材的附着力;
·包裹住颜料并使其相互分离,防止团簇;
·流动性,形成平整光滑、均匀的涂膜,使涂膜具有如光泽在内的最佳性能;
·物理和化学性能如硬度、柔韧性、耐久性、重涂性、耐磨性和耐冲击性、耐水、UV、耐化学和防腐性等。
溶剂/水
液态的溶剂或水使基料的黏度降至可施工程度,然后其挥发形成涂膜。溶剂测量值即VOCs,要受EPA控制。一些溶剂如丙酮不属于EPA控制范围,在美国大多数州不作为VOC,允许排放。
颜料
颜料是固体粒子,提供颜色和光泽控制,不溶于基料中。常用颜料的包括:无机颜料、有机颜料和金属颜料。
助剂
涂料配方中含有化学助剂,提供独特的性能并起改进涂料性能作用。常用的助剂包括催化剂、防粘连剂、消泡剂、流动控制剂、光泽改进剂(提高或降低)、贮存稳定剂、UV屏蔽剂、分散剂和防锈剂等。
热固化与辐射固化
UV固化涂料配方中,可以将树脂、溶剂和催化剂用齐聚物、单体和光引发剂取代。
齐聚物提供涂料以粘连性、颜料包裹、流动和物理性能。和溶剂一样,单体也降低黏度,但也提供一些其他与齐聚物相似的性能,即柔韧性和交联。
大多数情况下添加单体可以将黏度降至一定程度,可以适用于辊涂或旋转雾化喷涂等高效涂装方法。为了更便于施工或更好的流动性,UV涂料配制时可以加入溶剂或水,使固含量低于100%。从而可以使用传统方法或HVLP喷枪涂装。
光引发剂作为催化剂引发化学反应。在这种自由基反应过程中,单体和齐聚物转变成聚合物,发生交联。
固化
UV固化涂料和溶剂型/水性涂料主要不同之处是它们用不同类型的聚合物和不同的固化方式。溶剂或水性聚合物的不同在于它们的成膜方式。
·挥发性漆-是一种基于溶于有机溶剂中的合成热塑性成膜聚合物,通过溶剂的挥发形成涂膜。
·自氧化-聚合物含碳碳双键,可以将氧分子引入双键中形成交联的涂膜。醇酸是这种反应类型的典型品种。
·化学交联-这种情况下,体系含一种以上的聚合物。一种是骨架聚合物如醇酸或丙烯酸,另一种是交联树脂,如三聚氰胺。加热和加入催化剂(自催化或外加催化剂)可以促使反应,导致骨架聚合物和交联剂反应,交联形成涂膜。
·乳胶型成膜物-与挥发性漆类似,这类涂料是通过水(及可能存在的成膜助剂)的挥发,使聚合物粒子聚集形成涂膜。乳液通常是丙烯酸,但也可使用聚酯、聚氨酯、醇酸和环氧。
所有这些聚合物及其固化方法在有一点是相同的,通过固化,溶剂或水挥发,树脂、添加剂和颜料保留,涂层固含量可认为是100%。这一过程阐述如图1所示1。
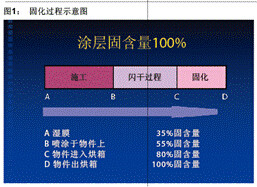
图1 固化过程示意图
相比之下,UV固化涂料采用了不同的形成固化涂膜的方式。暴露于紫外光下时,在数秒内自由基固化成膜物交联成膜。这些组合物通常是100%固含量,但也可加有5-50%的溶剂或水(如图2所示)。
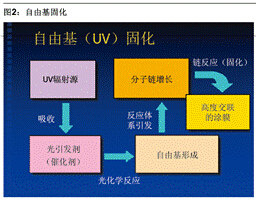
图2 自由基固化
辐射固化
辐射固化涂料含各种促进剂或催化剂,通常条件下不引发反应,但暴露于UV光下会引发反应。吸收UV光线后会在数秒内在化学基团中触发自由基反应形成交联(固化)。{mafacms:page}
具体而言,这种化学过程(链反应)是由单体和齐聚物形成聚合物。UV固化可以具有UV光线的密闭小室中进行。必须采用密闭小室,因为氧的存在会抑制自由基引发体系固化。氧必须用氮或其他惰性气体替换。由于密闭小室的代价较高,常采用特定的配方来克服固化过程中氧的影响。现在,UV体系已很少必须使用密闭小室。
关于涂层的收缩,热固性涂料是以聚氨酯和/或三聚氰胺树脂交联,它们共反应只产生约1%的收缩。相比之下,UV涂料中自由基聚合反应产生约20%的收缩。在配方设计时,必须考虑对收缩加以补偿。
UV涂料中,促进剂或催化剂称为光引发剂。为使固化进行完全,UV光必须能活化或“看见”所有光引发剂。结果,这导致UV涂料干膜厚度会受限制(约1密耳),特别是含有颜料时,它们可以影响UV固化。颜料分子会吸收和反射或屏蔽UV光,使其不能与一部分光引剂接触。
如预料的,因为其吸收光波的特性,黑色及深色涂料最难固化。较浅、较亮的颜料,通常更易固化。
UV光能量的下降与光源与受光表面之间的距离的平方成反比。从而,UV光源应该尽可能与涂装件保持较近的距离。由于这一原因,UV固化在平整表面上更易进行。但是,使用高度抛光的抛光面反射器,通过光源的合理放置和/或底材(物件)的旋转可以使特定的三维物件成功地进行UV涂装,如自行车架和手工工具。
UV固化在数秒中进行,形成致密的涂膜。快速固化还减少了在表面上沾附外来粒子,并可以尽可能减少对底材的加热,这对热敏性底材非常有利。
能量源
波长
用于固化的UV光波长范围240-450nm。在这段波长范围内需要使用光引发剂来引发聚合。通常可以利用三种不同的光源得到三种不同的波长范围。240-320nm(UVB和UVC)是由“H”灯得到,这是一种汞(Hg)掺杂灯,其释放出的波长较短,主要促使表面固化。这些灯通常用于不含颜料的透明UV涂料。
320-400nm(UVA)是使用“D”灯得到。这是一种铁(Fe)掺杂灯,其释放中等波长光。400-450nm是由“V”灯得到,这是一种镓(Ga)掺杂灯,其释放出更长的波长,可以渗透到涂膜表面以下,直至底材。可提供了优异的附着力,要对含有颜料的涂料的完全固化时必须使用。
UV灯
UV灯是可控的发射装置,其产生电磁能量,释放出红外和可见光以及紫外线辐射。UV灯的主要类型有(a)电极(中压汞弧灯)和(b)非电极(微波能量)。其他适用的UV灯包括低压汞弧灯(荧光)和高压氙弧灯(双电极型)和激光器,它是非电极型。
参数测量
每种UV固化涂料说明书都应包含一些参数,以便于确定涂覆于表面时的辐射量及适宜的时间2。关键参数如下。
1.辐射量,watts/cm2。这个参数用于指示所需的光或UV灯输出强度;辐射量越大,固化深度越大。
2.2.辐射波长,nm范围(或UVB、UVC、UVA和UVV波段)。这个参数有助于确定最佳的固化灯类型(H、D或V灯)。这种波长也影响组合物中光引发剂的选用及其吸收。
3.时间,s或ft/min。组合物固化所需时间将决定灯的构成。静态固化时间定义以秒计,以部件传送形式进行的动态固化,定义为ft/min。
4.能量,J/cm2。能量用于测量辐射量和时间。逻辑上讲,涂层受到的光照强度和时间将对固化有很大的影响。通常,涂装线操作者采用一种名为辐射计的装置测量监控生产过程。
辐射计
为有效固化UV体系,三个因素很重要:辐射、能量和波长。这些可以用辐射计测量,其大小约为现在所用手机的约二倍。这种装置可以安装在传送带上或固定在物件上,传送穿过UV光,测量暴露于部件(涂层)的UV光,其值通常可以从LED显示屏上读出。确定了满意的UV条件后,这种仪器可以用于量化优选暴露条件,保证重复性和再现性。
UV涂装的优点
有关投资于UV涂装线,收集信息和数据时,需考虑其下列优点。
投入资金少
这是因为以下几个因素:
·无需固化炉;
·需要架高的传送长度更短;
·装卸涂装好的部件所占地方更小;
·体系占地面积更小。
UV固化系统通常只需要传统的热烘炉占地面积的1/10。传统的热烘炉一般需要100英尺长×10英尺宽,占地面积1,000平方英尺以上。假定保守地以0.50美元/平方英尺/月估算,1,000平方英尺的热烘炉每年房屋租赁费用为6,000美元,相比之下,UV体系只需600美元。
强烈推荐在涂装区后和固化灯前设计安装红外(IR)灯区,占地10×20英尺。在某些情况下,加热和闪干时间有利于100%固含量的涂料流动,在使用固含量低于100%的(水性或溶剂性)UV涂料时也是必须的。在系统设置好后再重新设计安装IR灯会提高成本。
适用于热敏底材
由于暴露于UV灯下通常只需数秒钟,这种体系非常适用于不能承受高温的底材。可以尽可能减少对底材的升温要求,可以在固化后迅速使用涂装好的部件。
运行成本降低
液态UV涂料的主要优点是去除了代价较高的热固化器或烘炉。在液体UV体系中,烘炉以一小簇UV固化灯取代。安装这些灯的成本通常是安装大容量热固化器或烘炉的一半。同时与热烘炉相比,UV灯每年的运行成本可以显著降低。
例如,大型空气烘炉消耗约1MBTU/hr,需要较大的风机来达到指定的生产能力。而达到同样的产能,对四个UV灯,需消耗总量仅需72kW/hr。
图3所示为典型的每年的运行成本。最快速固化的UV工艺减少了湿膜暴露于外界环境的时间。这减少了粒子污染涂层的可能性,减少了不合格品和废料的产生。

图3 运行成本/年
此外,一些缺陷可能在涂层完全固化后才显现。由于UV体系固化速度快,缺陷可以迅速观察到并进行校正操作,提高了涂装系统效率。{mafacms:page}
传送系统的长度与其成本直接成正比。传送系统通过传统的热烘炉会产生由于润滑剂快速损耗引起的加速磨损,并导致过度负荷和装置磨耗。以100英尺的热烘炉为例,涂装线固化部分传送保养成本平均8,000美元/年。而使用10英尺的4个灯时,传送保养成本约为400美元/年。图4阐述了取代后的传送链成本。

图4 传送环节替代比较
生产力提高
固化时间传统的热烘炉最高可达数小时,而UV涂料通常为数秒,从而各个工件的涂装时间可以大大缩短。这可及时调整以适应客户的要求,提供更好的交货产品性能。更快的循环周期也可以直接导致操作过程中工作量的减少(WIP),降低库存和提高资金流动能力用于其他投资。
由于UV涂料只有在暴露于高强度UV灯下才会固化,回收过喷物变得更方便,提高了使用率。
减少了对环境的冲击
100%固含量的UV配方不含VOCs和HAPs。这对于适应排放要求是非常有利的。如果需要,非VOC类溶剂如丙酮,可以用于固含量低于100%的配方中。此外,涂料过滤物可以固化和作为垃圾处理,而无需进行费用高昂的危险废品运输和处理。图5对这方面的成本对比进行了分析。

图5 成本比较一览
施工方式和最终用途
UV固化配方可以采用各种方法施工。包括辊涂、淋涂和幕涂、浸涂和喷涂,可以使用传统的方法或HVLP喷枪。
通常,UV固化材料可以用作涂料、油墨、胶黏剂和密封胶,用于金属、塑料、木材、玻璃和复合材料。以下描述了一些主要的使用UV固化涂料的行业及一些产品。
·绘画艺术-有时使用EB固化;产品包括筛网印刷、石版印刷、喷墨和罩印清漆;
·木器工业-产品包括棚架、橱柜、家具和地板等;
·光纤-涂覆两道UV保护涂层以防止光纤弯曲和使用过程中损坏。一道是硬外层(缓冲层)涂层,一道是柔软的涂层(气垫层),位于外层和纤维之间,用于实现所需的保护性能。
·光盘-也用于CD和DVD的保护涂层;
·胶粘剂-用于粘接各种底材;
·快速准确打样-这是新开发的一种用途,使得在CAD系统中创造的3-维模型可以直接转印成3-维功能模型。产品包括模塑浇注件、功能性产品模型(引擎多支管)、破坏的骨骼结构(外科手术用)和牙齿(牙科用);
·牙科用品-用于牙齿修补、密封、压印材料和快速准确打样的牙科用树脂;
·复合材料/塑料件-用于汽车部件、真空金属化、飞机部件、瓶子、自行车、化妆品、玻璃纤维和碳纤维;
·工业-产品包括手工工具、金属罐、丙烷罐和电子电路板。
UV涂料的未来
预测北美UV涂料每年的增长仍将持续保持5-10%。其推动力在于:
·适应环境要求(越来越高的VOC限制);
·更高的速度/生产能力;
·节能(降低成本);
·性能提高;
·可使含颜料配方固化;
·提高对金属和塑料的附着力;
·汽车工业(塑料件);
·新技术(LED固化)。
绘画艺术、木器、医疗/牙科、汽车、快速准确打样和LED固化市场预期在不久的将来将得到最快的增长。
LED固化定义为更长波长(大于400nm,但范围更窄),由LED灯发出。它的一些优点包括只需使用更低的能量,灯方便携带。由于使用的波长更长,提高了安全性,与目前所用UV灯相比,降低了成本。其面临的最大的挑战在于找到合适的光引发剂,这种引发剂能在这种更长波长范围内引发自由基反应,并仍能提供涂膜所需的性能。对这一技术的研究仍在进行中。
结论
让人看到希望的是,一些关于UV涂料的神秘性已消除,使得人们可以意识到UV体系可以为涂装和涂装产品带来的一些潜在的优点。一些优点已经实现,包括:通过提高效率来降低运行成本,适应新的环保控制要求和可进入一些新型市场。
随着前15年来UV涂料应用的实质性增长,一种新型产品/技术已经形成。回想90年代初,水性液态涂料也曾经面临了这一相似的状况。UV涂料已经取得了很大的技术进步,性能的提高已成为可能;越来越多市场可以利用这一突破性成果,这主要是由于法规限制越来越严格。这也是为什么将本文标题定为“UV涂料立足现状展望未来”。
参考文献
1 Roobol, Norm (1996). IndustrialPainting, Gardner Publications
2 Stowe, R.W., Fusion UVSystems (Q2, 2004). The Process Windowof UV-Cured Inkjet Printing. SGIAJournal




