
 分享好友
分享好友沈伟毅
(洛阳LYC轴承有限公司,河南洛阳471039)
摘要:在产品加工中,渗碳件有些部位不需要渗碳,而需要采用涂料法对其进行了防渗碳。本文通过几种防渗碳涂料的防渗碳试验,对比几种涂料的防渗碳保护效果,根据试验结果确定合适的涂料应用于轴承套圈生产中。
关键词:渗碳;防渗碳涂料;应用
中图分类号:TG156.8+1 文献标志码:B 文章编号:1673-4971(2014)01-0021-03
经渗碳处理的零件有些部位不需要渗碳,就需要采取必要的防渗碳保护措施,其主要方法有:去除法、镀铜法和涂料法。涂料法简便,易行,实用。对渗碳件有局部防渗要求的,即可用防渗碳涂料对该部位进行涂覆保护。本文通过对几种防渗碳涂料的防渗碳保护试验,对比几种涂料的防渗碳保护效果,根据试验结果确定合适的涂料应用于轴承套圈生产中,达到降低生产成本,还可以大幅度地提高生产效率。
1·试验方法
渗碳热处理设备:Ч-250井式渗碳炉、Ч-251井式淬火炉。
试样:生产用材料G20Cr2Ni4A,尺寸为Φ95mm×Φ55mm×60mm,示意图见图1。试样表面状态对防渗碳效果有一定的影响,表面无油污,干净,涂覆防渗碳涂料效果较好。
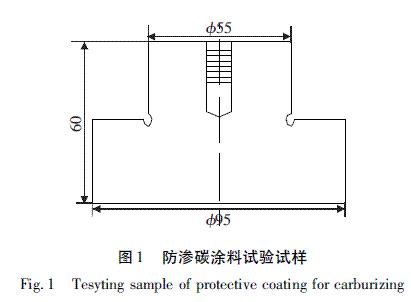
图1 防渗碳涂料试验试样
试验方法:用相同的试样做9种涂料(见表1)、4个部位(见图2)的5炉防渗碳保护试验,渗碳温度为930±10℃。在螺纹、平面、油沟、圆周处分别涂覆不同生产厂家、不同牌号的涂料,涂层要均匀,涂料涂好后应干燥。
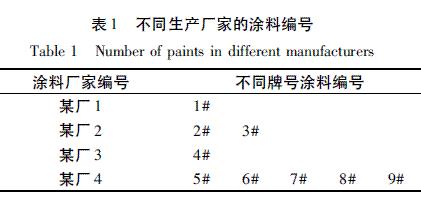
表1 不同生产厂家的涂料编号

图2 防渗碳涂料试验部位
2·防渗碳试验结果
5炉防渗碳试验结果分别见表2、表3、表4、表5、表6。
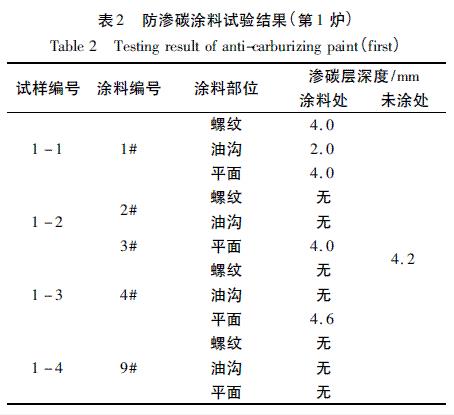
表2 防渗碳涂料试验结果(第1炉)
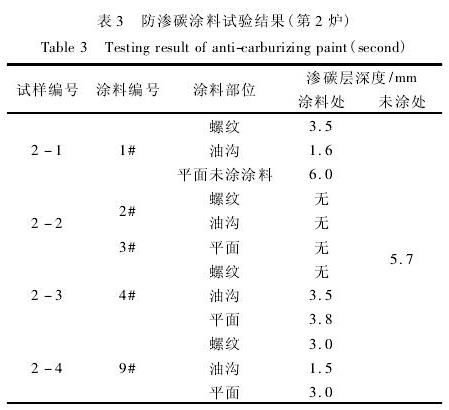
表3 防渗碳涂料试验结果(第2炉)
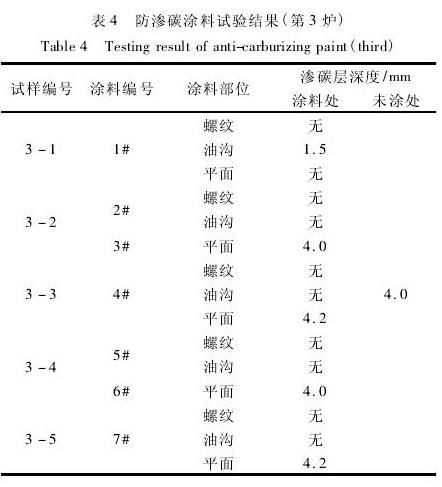
表4 防渗碳涂料试验结果(第3炉)
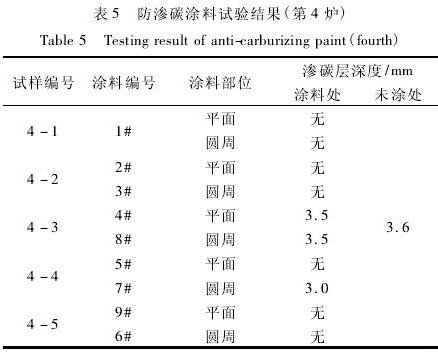
表5 防渗碳涂料试验结果(第4炉)
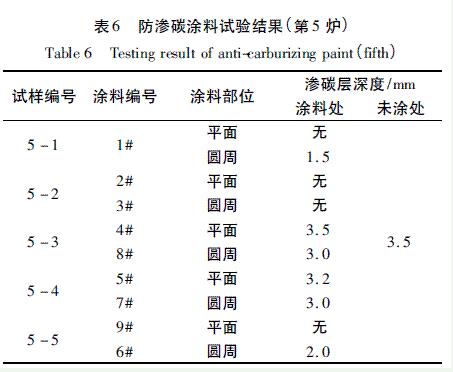
表6 防渗碳涂料试验结果(第5炉)
3·试验结论
根据涂料的防渗碳试验结果可知,在平面、油沟位置使用防渗碳涂料后防渗碳效果较好。
某厂第2炉的2#试样和某厂第4炉的9#试样的防渗碳涂料相对效果较好,建议以后该涂料可应用于生产轴承套圈上。
4·应用实例
根据防渗碳涂料的试验结果,2#、9#在试样的油沟、平面处防渗碳效果较好,据此把该涂料推广应用于轴承套圈上。
应用实例如下:公司为某重点单位提供的渗碳钢制轴承,结构、加工工序复杂,其中端面需钻孔,由于渗碳热处理后硬化层深,这就给后序端面钻孔等加工带来了加工难度(硬度较高),很难加工。根据防渗碳涂料试验结果,对轴承套圈端面涂防渗碳涂料进行渗碳保护后进行渗碳热处理,结果该部位没有渗碳层,硬度较低;车掉端面留量后,可以进行冷加工工序的钻孔加工,满足了轴承套圈的制造,为此解决了该重点轴承套圈生产急需,满足了用户的要求并为公司创造了经济效益。
参考文献
[1]谢浪.螺纹的防渗碳与漏渗碳处理[J].金属热处理,2000,25(12):29-30.
[2]沈伟毅,李昭昆,邹艳珍,等.渗碳保护试验[J].热处理技术与装备,2010,31(6):30-32.
[3]熊宜清,罗学军.防渗碳涂料的选择[J].国外金属热处理,2004,25(1):46-47.




